 CN
CN English
English

In the previous issue, we explored the background of 3D braiding technology and the two core processes: the two-step method and the four-step method. Today, TAPOREL Composite Materials continues to delve into the study and practice of 3D braiding process classification and characteristics.
1. Three Main Classifications and Characteristics of 3D Braiding Processes
1.1 Row-column 3D Braiding Process Characteristics
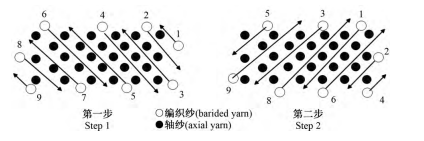
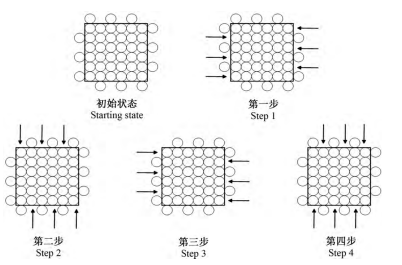
The main characteristic of the row-column 3D braiding process is that the yarn carrier moves along a two-dimensional Cartesian coordinate plane or polar coordinate plane on the chassis according to a specific path, causing the yarns to interlace in space and form a corresponding 3D structure preform. The spatial geometric structure of the row-column 3D braided fabric has two types: one where the braided yarn passes through the thickness direction, and another where the yarns interlace between layers, forming an internal lock between adjacent layers. The row-column 3D braiding process mainly includes the "two-step method" and the "four-step method."
1.2 Rotational 3D Braiding Process Characteristics
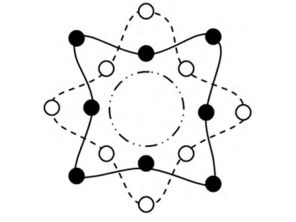
The rotational 3D braiding process originates from rotational two-dimensional braiding, such as lace braiding and Maypole braiding. Although different braiding processes appear similar in terms of the movement of the yarn carriers, their nature is different. In rotational two-dimensional braiding, there are usually two sets of yarn carriers. One set (solid points) rotates clockwise around the center, while the other set (hollow points) rotates counterclockwise, causing the yarns to intertwine and form a braided fabric.
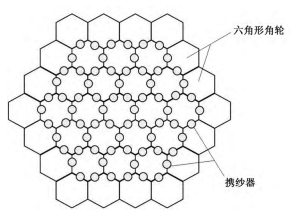
1.3 Hexagonal 3D Braiding Process Characteristics
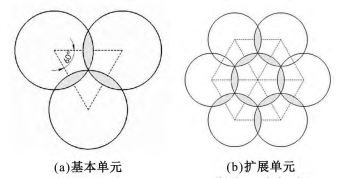
Hexagonal 3D braiding originates from the requirement for high-density fiber filling in 3D braided fabrics. In nature, structures such as honeycombs and allotropes of carbon exhibit regular hexagonal patterns, which have good stability and packing density. Based on this, Ko et al. invented the hexagonal 3D braiding process. The basic unit of hexagonal 3D braiding consists of three equally spaced circles with equal radii that intersect, as shown in Figure 4. Removing the overlap areas between the circles forms a hexagonal gear, with gaps for placing the yarn carriers. This basic unit can be expanded outward to form a hexagonal braiding array, as shown in Figures 4 and 5. Under the drive of angle wheels, yarn carriers located at the flange of the angle wheels can be transferred between different angle wheel flanges, guiding the yarn carriers to interlace in space along a specific path.
1.4 Comparison of Characteristics of Different 3D Braiding Processes
In row-column 3D braiding, the yarn carrier moves in the form of entire rows or columns. Although this method can be used to create 3D fabrics with irregular cross-sections, its braiding speed is relatively slow, typically 8 to 10 machine cycles per minute. Additionally, the yarn carrier carries fewer yarns, which means that after continuous braiding for 10 to 20 meters, the yarn spools need to be replaced. This method is also not suitable for the braiding of variable cross-section 3D fabrics. In rotational 3D braiding, yarn carriers are evenly distributed on the circumference of a circle around the braiding axis, with at least two sets of yarns. One set rotates clockwise around the center, while the other rotates counterclockwise, forming a closed path. The number of grooves in the slot wheel determines the interlacing pattern of the yarns and the structure of the fabric, especially since only half of the grooves in the angle wheel can hold yarn carriers. Hexagonal 3D braiding, compared to row-column and rotational braiding, is more flexible. It allows for the distribution and movement paths of yarn carriers to be adjusted based on the shape and spatial structure of the fabric, without the need to rework the machine chassis.
2. Performance Characteristics of 3D Braided Composites
Due to their complex spatial fiber structure, 3D braided composites significantly improve the material's specific strength and specific stiffness. They fundamentally overcome the fatal weaknesses of traditional laminated composites, such as low interlayer strength and susceptibility to delamination. They also offer excellent mechanical properties, such as good impact damage resistance, fatigue resistance, and ablation resistance, as well as excellent structural integrity and high design flexibility. As a result, they have gained widespread attention in engineering fields and have become essential structural materials in aerospace, energy, major strategic equipment, rail transportation, automotive lightweight, carbon/carbon composites, urban infrastructure, biomedical, and sports equipment industries.
2.1 Structural Designability of 3D Braided Preforms
3D braided composites possess strong structural designability. Their performance can be achieved and improved by the rational design of the 3D braided preform structure. Depending on the final performance and shape requirements of the material, rational braiding processes can be designed, including designing braiding angles (the angle between the braided yarn and the forming direction of the preform), the height of the floral knot (the length of the braided fabric formed by one complete machine cycle of yarn movement), changing the yarn fineness, and fiber volume fraction, thereby altering the material's performance in different directions. Additionally, by adjusting the position of the yarns and adding yarns in a specific direction, the mechanical properties and other characteristics of the 3D braided composite can be tuned. Currently, 3D braided preform structures can be broadly categorized into three-dimensional four-way, five-way, full five-way, six-way, and seven-way braided structures, etc. Moreover, different fabric cross-sectional shapes require the design of corresponding yarn movement patterns. The microscopic geometry and mechanical properties of the fabric braided with different movement patterns of the yarns will also vary.
2.2 Near-net Shape Formability of 3D Braided Preforms
3D braiding technology can directly produce preforms in different shapes in a single process. The use of 3D braiding technology allows not only for the creation of rectangular preforms but also for the production of irregular preforms with composite cross-sections, such as I-beams, T-beams, and even variable cross-section shapes such as cylindrical tubes, conical sleeves, and nozzles. For irregular (variable cross-section) components, the 3D braiding process can implement cross-sectional changes through yarn increase and reduction techniques. By analyzing and calculating the number and position of the yarn addition/reduction units, and determining the number of yarns to be used, the inner circumference size of the fabric dictates the number of yarn columns involved, while the thickness of the fabric determines the number of yarn rows. This approach allows for the one-step forming of irregular components to their final size, eliminating the need for further machining, thereby preventing fiber and yarn damage caused by mechanical processing and greatly improving the material's performance.
2.3 Compatibility with Any High-performance Fiber for Braiding
With the continuous development of high-performance fibers, the usage frequency and variety of these fibers in aerospace, construction, shipbuilding, and automotive fields have increased significantly. The 3D braiding technology can braid almost any type of fiber. Currently, the fibers used in 3D braided preforms encompass nearly all high-performance fibers, including carbon fiber, silicon carbide fiber, ultra-high molecular weight polyethylene, silicon nitride fiber, aramid, quartz fiber, glass fiber, and more, to meet the urgent demand for high-performance composite materials in high-tech industries.
2.4 Superior Mechanical Properties Compared to Traditional Composites
2.4.1 Excellent Tensile, Bending, and Compression Performance
3D braided fabrics have a unique spatial mesh structure, where yarns extend and interlace in multiple directions in 3D space. Composites reinforced with 3D braided preforms do not suffer from "layering" issues, and this distinctive fabric structure ensures that the composite material possesses superior mechanical properties compared to traditional composites. Numerous studies have investigated the mechanical performance (tensile, bending, compression, fatigue, etc.) of 3D braided composites, and the results show that they have excellent mechanical properties. Moreover, braiding parameters such as braiding angles, structure, and fiber volume fraction have a significant impact on the material's mechanical performance. In cases of similar fiber volume fractions, 3D braided composites exhibit much higher tensile, bending, compression strengths, and moduli than laminated composites. For instance, the tensile strength of silicon carbide/ceramic-based 3D braided composites is nearly six times that of laminated composites reinforced with silicon carbide planar fabrics.
2.4.2 Excellent Damage Resistance
3D braided composites exhibit excellent damage tolerance. The impact of drilling holes on their mechanical properties is minimal. After drilling, the tensile strength of 3D braided composites only decreases by about 10%, whereas the tensile strength of laminated composites drops by about 50%.
2.4.3 Excellent Impact Resistance and Fatigue Performance
The unique spatial mesh structure of 3D braided composites makes them less prone to delamination under impact loads, resulting in excellent impact damage tolerance and fatigue resistance.
Stay tuned for the next issue: TAPOREL FRP Continues to Focus on the 3D Braiding Technology of Carbon Fiber Composites (III): Application Edition.
: Technical Edition")
")
 Co., Ltd.: A Leader in Power Transmission and Distribution")

